[@portabletext/react] Unknown block type "span", specify a component for it in the `components.types` prop
繊維向け自動品質検査とは何か
繊維向けAI不良検出は、カメラとAIモデルを使って布が織機、編機、仕上げラインから出る瞬間を監視し、ロールが倉庫に到達する前に不適合メートルをフラグする。4ポイントフレームの検査員や、剛直なルールベースのマシンビジョンに頼る代わりに、モデルはあなたのライン上の適合・不適合布のイメージから学習し、糸、織機ビーム、仕上げが変わるたびに適応する。
現場ではこれをインライン布検査、AIベース不良検出、または繊維向けAIビジョンと呼ぶ。技術ファミリーは同じだ。固定カメラ、制御された照明、あなたのラインのサンプルで訓練されたAIモデル、そして各メートルが検査済みであり、合格したか、欠陥クラスでフラグされたか、4ポイント基準で不合格となったかを示すトレーサビリティ記録。
本システムが置き換えないものは、織機の機械整備士、仕上げの薬剤エンジニア、顧客監査ではない。本システムが行うのは、出荷するメートルがスペックを通過したメートルと一致することを、シフト、品種、ライン速度を問わず保証し、コンバーターからチャージバックが返ってきたときに見せられる記録を残すことである。
繊維ラインで検出する欠陥
穴、経糸切れ、糸抜け
小さな穿孔、経糸の切断、または1本以上の糸が欠落した布の区間。針の折損、織機が止まらなかった引っかかり経糸、または織工が捉え損ねた糸切れによって生じる。背面照明を均一に当てたカメラは、糸抜けが発生したその瞬間を捉えるので、裁断・縫製ラインのスプレッダーが穴を見つけるのを待つ必要がない。
スラブ、結節、糸欠点
糸に紡ぎ込まれた太さムラ、結び目、ネップ、混入物が、織りや編みの上に目に見える隆起として現れる。上流の紡糸不良、不適切なスプライス、原綿包の異繊維混入が原因となる。あなたの番手と光沢に合わせて訓練したカメラは、許容値を超えるスラブをフラグし、布固有のテクスチャは無視する。ルールベースシステムだと過剰フラグか見落としのどちらかになる。
緯糸バー、バレ縞
緯糸テンション、緯糸番手、または緯糸の染色親和性がピック間でずれた箇所に現れる、布幅方向の水平バンド。ビーム交換、糸玉交換、または緯糸テンションのずれが原因となる。同じ品種をメートル単位で見ているカメラは、人間が高所照明で気付く前に、斜光下で薄いバレを捉え、次のビームでロット長が倍になる前に現場に警告する。
ニードルライン、落とし目
編み生地の縦線で、針が曲がった、目を飛ばした、またはループを落とした箇所に出現する。摩耗した針、油切れのシリンダー、ベラが回復しなかった糸切れが原因となる。丸編みの引き取り部のカメラは、数メートルで縦線を捉えるので、何時間も走らせて20キロの糸を秒で屑にすることがない。
シミ、油汚れ、異物混入
機械油、手の接触、または仕上げで洗い落ちなかった異物による跡。漏れたベアリング、汚れたガイド、または経路に残渣を残したメンテナンス工程が原因となる。色補正の正しいカメラは、人間の目が見過ごすような淡色布上の細かい油跡を捉え、メートルをロールに紐づけて下流の選別へつなぐ。
染色ムラ、色調変動
ピース染めまたはジェット染めロールの長さ方向に沿った筋、まだら、またはゆっくりした色調ずれ。浴液の化学組成がずれた、温度プロファイルが変わった、または循環ジェットが部分的に詰まったことを示す。仕上げレンジ出口のカメラは、ラボが代表的な裁断片を受け取る何時間も前に、色調ずれが始まったメートルで捉える。
これは出発リストである。オンボーディング中に、あなたの特定のラインでこれらのクラスのどれが最も重要かを較正し、それに応じてモデルをチューニングする。
繊維ラインでの自動視覚検査の運用
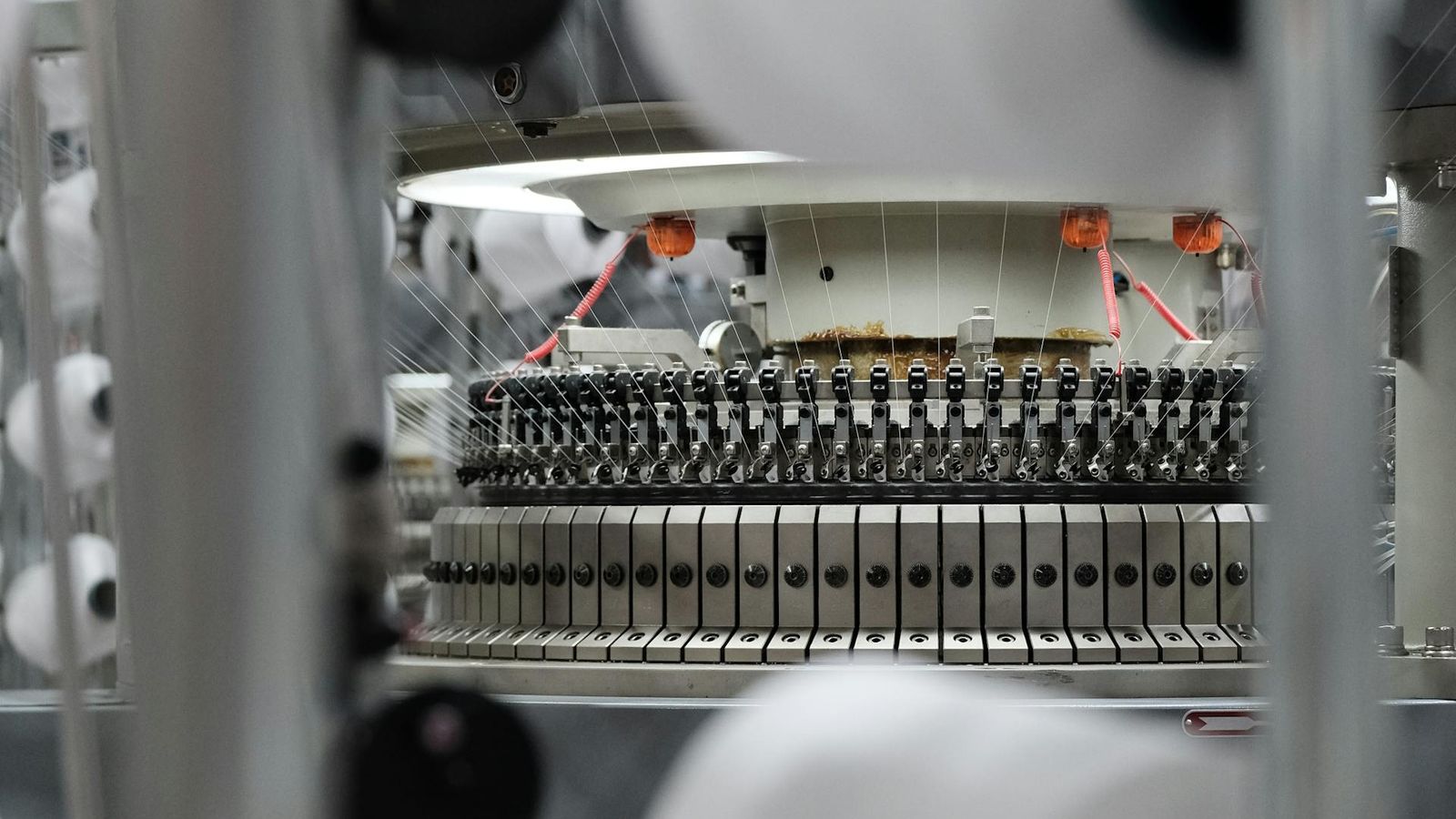
Enaoで視覚検査を運用する繊維セルは、隣のセルと同じ形に、追加コンポーネントが1つだけ加わる。リファービッシュiPhoneがスタンドに取り付けられ、織機の引き取り部、編機の引き取り部、または仕上げレンジから出る布を上方または斜め視点で見るか、ラインと倉庫の間の専用検査フレームの上に置かれる。シンプルなLEDバーがメートルごとに同じ光をカメラに与える。
布がカメラの下を流れると、iPhoneはライン速度でフレームを撮影し、モデルは各フレームをOKまたは上記7つの欠陥ファミリーのいずれかに分類し、結果をロール記録に書き込む。あるセクションで20メートル連続でフラグが上がると、オペレーターにアラートが届く。仕上げレンジが日中に色調のゆっくりしたずれを示せば、ラボより先にダッシュボードがそれをフラグする。
モデルは前日のラベルで一晩で再訓練されるので、糸変更、ビーム変更、仕上げ変更は四半期ではなく1シフトで吸収される。新規品種も同じ流れだ。オペレーターが最初の100メートルにラベル付けし、モデルは101メートル目から引き継ぎ、繊維エンジニアはシフト終了時にラベルをレビューする。
スペック外メートルは倉庫に到達しなくなり、糸切れと色調ずれは品質管理事務所ではなく検査ポイントで記録され、オペレーターはまだ人間が必要な仕事の部分に注意の時間を取り戻す。これにはカメラ較正、顧客監査、コンバーターとの会話が含まれる。
繊維ラインでのAIビジョン対手作業チェック
手作業の4ポイント評価やルールベースのマシンビジョンからAI主導の検査に切り替えたラインは、繊維タイプや品種構造によらず、同じ段階的な変化を経験する。
微細欠陥の検出率 — 従来のマシンビジョン(testextextile、brightpoint.ai、robrosystems、ai-innovate、Cognex、xis.ai)は出荷前にラベル付き画像ライブラリと6桁の統合費用が必要となる。Enaoはラベルなしデータで初日に80%精度に到達し、オペレーターがiPhone上で数百例にタグ付けすると95%超に上昇する。
新規品種・布地への対応時間 — 手作業:検査員ブリーフィング、ゴールデンサンプル、紙のQCシート。現場が新品種を流暢に読めるようになるまで2〜4週間。Enao:ラベル付きの100メートルでモデル稼働。同じシフト内、各ラインで更新する紙シートなし。
顧客クレーム再発時のトレーサビリティ — 手作業:手書き4ポイントシート、部分的な範囲、シフトの抜け落ち。再構築に1週間。Enao:画像、分類、信頼度ですべてのメートルを記録。再構築は10分。
稼働開始コスト — 手作業:シフト・ライン当たり検査員1名追加、訓練の上に毎月の経常コスト。Enao:セル当たり1,000ユーロ未満のハードウェア。工場が拡大してもコストは横ばい。
ビームや仕上げがずれたときの挙動 — 手作業:不合格率が顧客指摘まで徐々に上昇。原因究明に数日。Enao:ダッシュボードがバレや色調ずれが始まったメートルを表示。繊維エンジニアはタイムスタンプと画像を持つ。