What can machine vision systems do for manufacturing? A quick guide
Machine vision systems are the cameras, lenses, lights, and software that automate visual decisions on a manufacturing line. Today's manufacturer has the happy problem of too many systems to choose from. This guide maps the four families of machine vision tasks: Guidance, Identification, Gauging, and Inspection (the GIGI model). It shows what each one ships best in practice and gives you a vendor question list that cuts through marketing fluff. Read it before your next vendor call.
What are machine vision systems?
Machine vision systems are technologies that can visually scan information and handle different scenarios. Based on the usage, the features and options can vary widely. For example, they can “see” things such as a fire in a forest to sound an alarm, but also use infrared light to detect invisible features to the human eye, as well as conduct quality control inspections.
Choosing the right machine vision system is not about having a solution that can “do everything”, but instead having one that can reliably do the task you assign to it.
What can machine vision automate in manufacturing?
Machine vision providers typically break their offerings into Guidance, Identification, Gauging, and Inspection (GIGI). In other words, they help you track and count, measure, and run quality checks. Below are the common use cases for machine vision in manufacturing:
- Counting and detection
- Barcode reading
- Quality assurance and defect detection
- Measuring and gauging
- Locating, positioning, and guiding
- OCR/OCV
Counting and detection
Machine vision systems can quickly automate inventory management and production lines by detecting the presence or absence of an object with high accuracy. This is a high-value replacement for manual inspection and mechanical counting, which is slower, decreases in reliability with human fatigue, and prone to error. Machine vision systems can be used to count items on a pallet before shipping, or verifying that all components (such as screws, seals, and labels) are present.
Barcode reading
Barcodes have been scanned to automate inventory tracking and retail counters for decades. Not only have bar code readers performed at high speed, they can read codes that are only partially visible.
The introduction of AI now has image-based barcode scanners that can also diagnose the error rather than just rejecting a scan. For example, modern solutions can describe if the code is damaged, there is inadequate lighting to scan, or another factor.
Quality assurance and defect detection
Defects can occur in any part of a manufacturing process, from problems with the quality of raw materials or parts through final inspection. Machine vision inspections at each stage can catch defects at high-volume output. The earlier the defect is detected, the higher the cost savings for the production line.
Machine vision is a significant improvement over human inspection: it operates at high-volume speeds, does not lose reliability due to fatigue, and can detect even small and unexpected defects. Moreover, with AI-support, solutions such as Enao Vision can add new defect labels for continuous operational improvement.
Defect detection can vary greatly depending on the industry. It can include food products that are not fit for sale, poorly soldered boards and wires, loose seams, discolouration in fabric dyes, microscatches on glass, or distortions in pipes.
Measuring and gauging
If you have ever used the IKEA app or your iPhone's virtual ruler, you have already used a machine vision system for measurement. Today, these systems measure distances, areas, and diameters with precision, even from different angles. Manual measurement with gauges and calipers is slower and creates extra work to ensure comparability between operators.
On a manufacturing line, measuring and gauging cover the right angle for parts, the size of labels, or the distance between adjacent products. When something does not fit, an early flag system tells operators which areas need attention before more pieces drift out of tolerance.
Locating, guiding, and positioning
Machine vision systems also power cobots and other machines that help with pick-and-place or assembly tasks. The AI technology, paired with appropriate cameras, helps machines to locate parts, decide if there is enough space to place an item, figure out the correct orientation of a box, as well as make micron-level precision assemblies.
Reading text: OCR/OCV
The latest generation of AI now makes it possible for machine vision systems to read human text in milliseconds with 99.99% accuracy. This is the technology behind optical character recognition (OCR) and optical character verification (OCV) that scans documents and “reads” whole texts at a speed humans cannot.
For production purposes, OCR can use text scanning to trigger an appropriate action, such as sorting products by sell-by dates or lot numbers. In contrast, OCV would verify if the numbers are counterfeit, the sell-by date is still valid, or the lot number is printed correctly.
How do you choose your first machine vision system?
If you are speaking to solutions providers to figure out what machine vision systems or inspections can do for your production line, here are some general principles that can guide your conversation. These approaches will help you navigate the many different hardware and software solutions and pricing structures, which can usually feel overwhelming and difficult to compare.
- Applicability: How does your solution work (hardware and software), and can you provide similar use-cases to what we would like to do?
- Reliability: What is the accuracy rate, and (importantly) what conditions (setup, environment, etc.) need to be met to achieve that performance?
- Setup: How long does it take before your solution can be used on our production line? Does it require specialists to install hardware, training, or labelling of data to train your model?
- Test: Is it possible to test your solution within the next [x] weeks with one of our teams?
- Accessibility: How easy is it for our colleagues to start using your solution (hardware, software)? Can they follow a guide or does everyone need to be trained?
- Flexibility: Can we repurpose your solution for other steps in production? Is it easy to adapt the machine vision AI model for different materials and parts (such as from PCB defect detection to packaging inspection)?
- Maintainability: How easy it to make setting adjustments if we, for example, change products, or to troubleshoot ourselves if something goes wrong? Do you have customer support or do we need to wait for your experts to come?
- Affordability: What is your initial cost of setup, minimum units, or shortest contract? What is included in this cost, and what are additionally charged items and services?
With the availability of machine vision system providers today, we recommend speaking to different vendors to get a sense of the different applications, hardware capabilities, and software interfaces. There is no single “best” solution. For example, you may need specialised cameras that can capture images at a certain speed or beyond the visible spectrum. Or, you would need a user-friendly solution that can be reprogrammed to do automated quality inspection for different products every week. Map out your needs and take note of the answers you receive. The most convincing solution will probably be the one that you can see working live on your shopfloor.
If you would like to see how Enao Vision can provide machine vision inspection for your shopfloor, book a demo with us. You can download our iPhone app for free to start testing, and get set up within a matter of hours.
Frequently asked questions about machine vision systems
What is the difference between a machine vision system and a machine vision inspection?
A machine vision system is the full stack of cameras, lenses, lights, compute, and software. A machine vision inspection is one task that system performs, usually a pass/fail quality check on a part or assembly. The same system can also handle guidance, identification, gauging, or text reading depending on how it is configured.
What does GIGI stand for in machine vision?
GIGI stands for Guidance, Identification, Gauging, and Inspection. It is the standard taxonomy machine vision vendors use to group what their systems can do. Most factory deployments fall into one of those four buckets, with quality inspection being the most common entry point.
How much does a machine vision system cost?
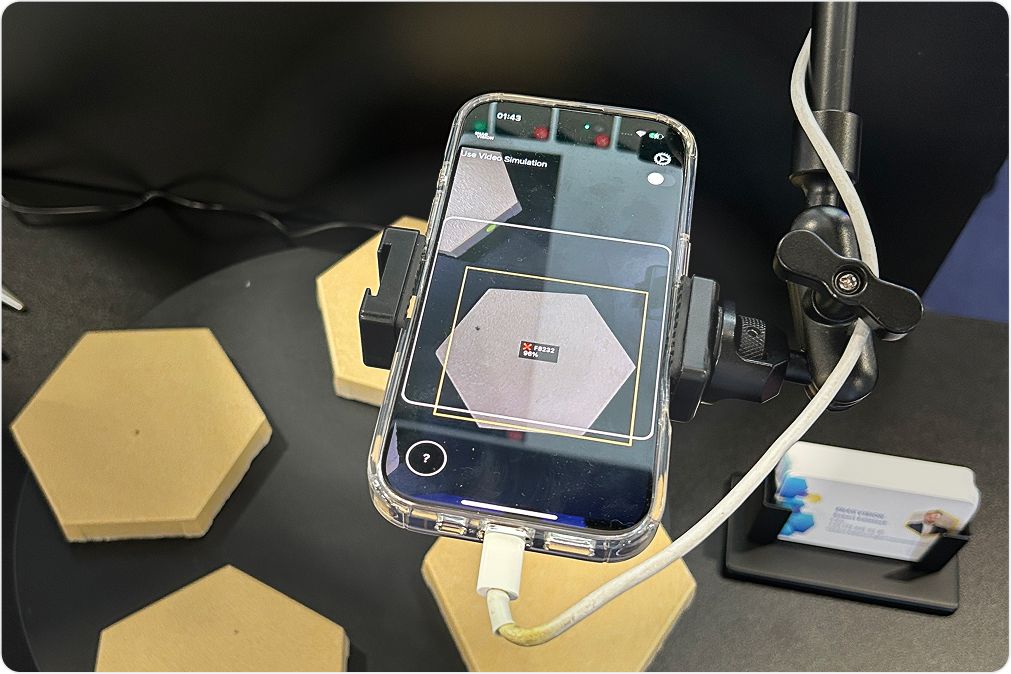
Smartphone-based AI systems like Enao Vision can run for under €1,000 in hardware (a refurbished iPhone, a lamp, cables, and a mount) plus a software subscription. Traditional industrial machine vision setups with industrial cameras, dedicated PCs, and integrator services typically start in the low five figures per station and scale from there.
How long does it take to deploy a machine vision system on a production line?
Modern AI-based systems can be running on a line in hours to days for a first pilot, especially when the lighting and geometry are stable. Traditional systems with custom integration, calibration, and operator training usually take weeks to months. Plan to spend a week on lighting trials before you commit to either path.
Key takeaways
- Machine vision systems combine cameras, lenses, lights, and software to automate visual decisions on a manufacturing line. The right one depends on the task, not on a vendor's feature checklist.
- GIGI (Guidance, Identification, Gauging, Inspection) is a useful map of what the technology can automate. Most first projects start with inspection or counting because the ROI is the easiest to prove.
- Vendor demos and live shopfloor tests beat datasheets. Ask for an applicability check, a reliability number with its conditions, and a test slot within the next few weeks.
- An AI-on-iPhone setup gets you a working defect detection station for under €1,000 in hardware. That makes a pilot reversible if the use case turns out to be wrong.
- Plan for change. Lighting ages, products drift, models need retraining. Budget 10 to 20% of the build cost per year for ongoing care so the station still works in six months.